All prototype parts have their weights on the 250-gram-limit weighing chapter page.
Frame Prototype Substitute

The prototype substitute frame in place of the production IoT platform increases overall weight by less than 3 grams. This fuselage can be 24.3 grams at most after trimming with bearings 1 gram, in place of side walls 8.7 + tailblock 5 + battery tray 2.3 + bottom 2.4 with bearing blocks 6.8 grams. Swash 4.5 grams in place of 2.5 grams of production build. Linkage pushrod 2.2 + DFC link 0.3 + DFC pin s1.2 grams in place of linkage rod 0.8 + DFC link 0.9 + DFC pins 0.8 grams. This prototype substitute reduces 6 zip ties about 0.6 grams, reduces tail-bore insert of 0.7 grams, avoids a GPS tray of 0.5, omits motor stopper of 0.1 grams, and reduces 10 nylon washers and 2 steel washers of 0.6 grams. But this substitute incurs struts about 0.6 grams plus 0.7 grams extra bolting . Weight gain equation is
24.3+1+4.5+2.2+0.3+1.2-0.6-0.7-0.5-0.1-0.6+0.6+0.7-(8.7+5+2.3+2.4+6.8+2.5+0.8+0.9+0.8)=+2.1
. This weight gain can be shed with a lighter prototype motors by 1.1+0.3 grams, glued tail propeller by 0.3 grams,
However, cost-wise, the prototype saves 82 USD, without the production bearing block, sidewalls, and tail block at combined 81.97 USD. The parts cost saving equation corresponding to the weight equation is
10.49+2.20+8.67+5.24+5.99+5.19-0.12-0.00+0.00+0.00-(39.98+14.99+5.00+4+26.99+11.99+9.99+4.99+1.80)= -82.07
Cutting the thick rear corner needs the middle-speed setting on the rotary tool with a cutting disc, which often splatters hot plastic lava. To ease the work, the middle speed should be only used halfway from the rear on the sides, and the middle lower speed to just score the rest of the cut, and then use pliers to tear the plastic, as in the following picture. Cutting out the rear pedestal on 230 V2 saves 0.5 grams.

Cutting the enforcement extension plate needs the cutter disk axis to be mounted with spacing as in the picture here to allow clearance between the bay and the rotary tool chuck nut.  |  The cutting needs the rotary tool shaft sinking into the hollow part of the electronics bay plate. Cutting out side enforcement and electronics plate extension saves another 0.6 grams. |
 Cutting out the front lateral studs, saving 0.3 grams, for installing thicker battery packs is a mistake because thinner battery cells are available even for capacities higher than 900mAh. Reinforcing the seamline with bots and plates would add more weight than the original stud and screw weight.
Cutting out the front lateral studs, saving 0.3 grams, for installing thicker battery packs is a mistake because thinner battery cells are available even for capacities higher than 900mAh. Reinforcing the seamline with bots and plates would add more weight than the original stud and screw weight.Carving the shaft cage sides saves another 0.7 grams. The carving avoids wall studs along the pencil marking before carving. The carving should reserve 2-3mm edges from the straight stud walls. But first, the studs for the original canopy peg need to be drilled out with a 5mm drill bit. It can be done manually without an electrical drill with a chuck holder, as pictured below.
 Carving the shaft cage front needs a small diameter cutting disk, as in the following picture. The small diameter is obtained after a disk is worn out or trimmed. Carving the middle panel and shaft cage front saves another 0.7 grams.
Carving the shaft cage front needs a small diameter cutting disk, as in the following picture. The small diameter is obtained after a disk is worn out or trimmed. Carving the middle panel and shaft cage front saves another 0.7 grams.



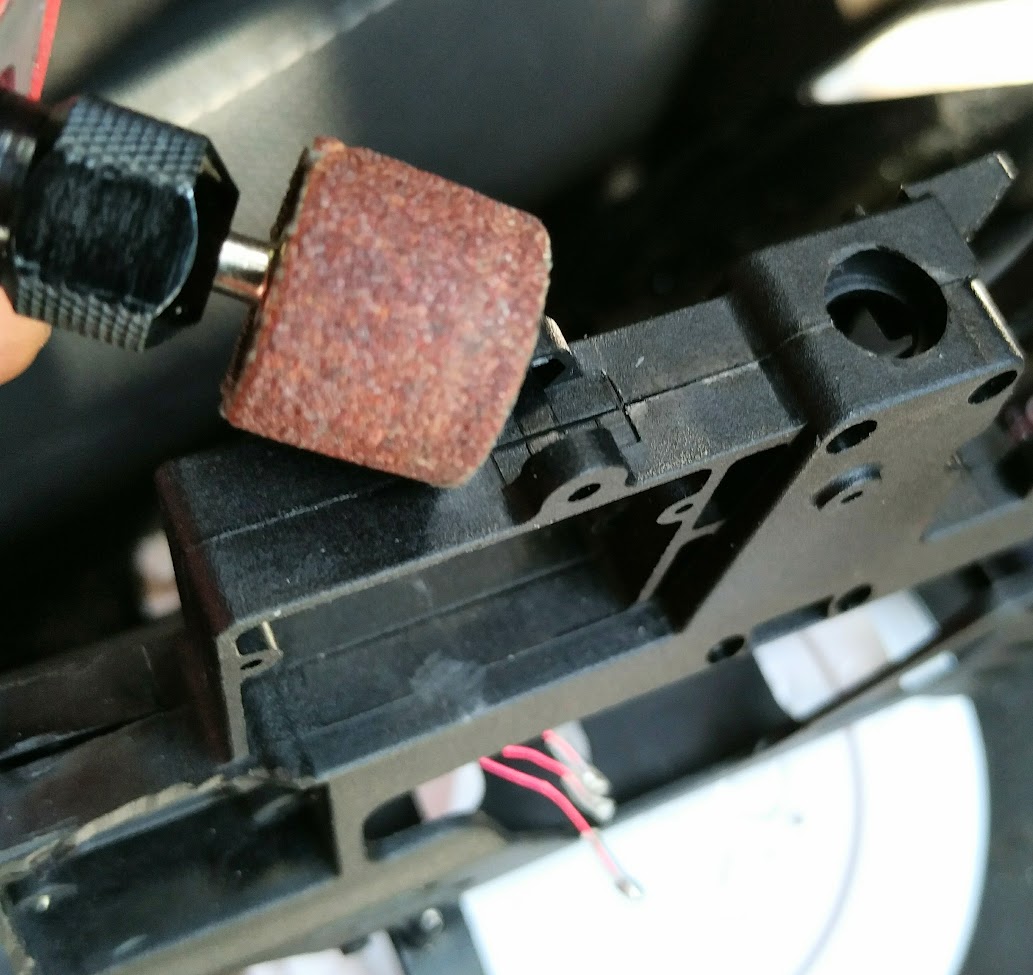
Cutting the bottom panel extensions saves another 0.3 grams. The bottom plate has a sharp join that is often the very first fracture the build encounters with a crash. The sharp join can be smoothed with the rotary sanding drum as the lower example. However, such an extra step doesn't improve the crash-breaking characteristics. The broken joint is repaired with a scrap patch from carving the main frame.

Cutting the front servo mount extension and rear servo cage enforcement double saves another 0.3 grams.





Cutting out the lips of the lower shaft bearing holder and final cleaning saves another 0.2 grams, including caving a dent in the vent window.
The final weight after all trimming is 21.6g, including the erroneous cutting out of the front lateral studs that reduced by 0.3 grams, as shown on the weight breakdown page.
Rail guard with this frame:
Kydex material is flexible and can be cut with household scissors. In the base build, we outlined the edge of the carving about 2-3mm from the straight stud wall. Here we drill 1.2mm anchor holes for the rail guard as close to the stud wall as possible or as far away from the plane edges as possible to maximize the strength of the anchor holes against tearing forces. Then the rail is attached by Kevlar threads or M1.5 screws.


Battery mount with this substitute frame:
Drill 3 holes flush and parallel to the ceiling of the front battery bay through the ceiling stud using a 1.5mm drill bit. The ceiling holes are 15mm from the edge.




Custom servo bracket with substitute fuselage: The vertical servo configuration is the shared knowledge and industry trend for giving rigidity of swashplate control. The 230s frame's front servo is already vertical, so, the front servo doesn't need a custom bracket. For the rear servos, we align the rear side of the servos to the axis of the rear fixture hole, as pictured below on the left, so that the servos can not be twisted and depressed into the servo cage by the screw standoff stopper. The upper strut, coincidentally, needs to be placed onto the corner of the anti-rotation bracket base, as pictured below on the right. For the rear servos, we have 2 options to make the custom bracket; below on the right, blade 230's landing skid set is used for struts, which have the same diameter as the Plastruct MS-160 Square Rod.


The screwdriver to install and service the upper custom rod needs to be inserted from the bottom of the craft through the middle plate. So, a conduit is drilled on the middle plate beneath the custom rod.



Wiha Philips #1 screwdriver or another driver with 3.5 inch shaft or longer is used to penetrate the conduit. The conduit to allow the long screw driver is about 5mm in diameter. Before any drilling, pre-treatment to smooth the injection seam line bump is needed to prevent slip.


Wiha Philips #1 screwdriver or another driver with 3.5 inch shaft or longer is used to penetrate the conduit. The conduit to allow the long screw driver is about 5mm in diameter. Before any drilling, pre-treatment to smooth the injection seam line bump is needed to prevent slip.

The drill bit for the holes on the craft is 1.4mm as seen in picture below on the right, and the drilling can be done using a chuck to pinch and twist the drill bit.




The boreholes on the bracket rods themselves should also be 1.4mm to prevent material warping with high pressure. The struts should be drilled from both end surfaces progressively to the center in the material. Drilling from one surface through often results in mis-aligned servos, which are hard to gauge the play. Before final assembly, the screws need to be filed of their protrusion because the splinters of the lower bracket prevents a snug fitting of servos. For the Blade 230 main frame, file and carve the upper strut 1mm along the contact surface with the cage roof wall. The final assembly uses the same Phillips #1 screw driver to fasten the bottom custom rod from underneath the craft. Then use M1.7 screw, or the landing skid's fastener screw, as the stopper to prevent the servo from sinking into the servo cage. The servos are fastened without washers to allow self-centering by the tapered screw heads. The M1.5 fasteners on the servo tabs need to be tightened evenly and progressively, checking the play in the process by shifting the servos up and down and probing for a snug fit.
Torque of this prototype setup is all the same as production build except "M1.5 self-centering screws for servo tabs. Torque to stop slop but not harder".
 The nylon landing skid rod option weighs exactly the same as ABS struts, which should not be a surprise because the density of ABS is known to be lighter than nylon, and the nylon part is smaller, more compact in volume.
The nylon landing skid rod option weighs exactly the same as ABS struts, which should not be a surprise because the density of ABS is known to be lighter than nylon, and the nylon part is smaller, more compact in volume. 

In the upper right corner of the picture above, you can see that the gap for the anti-rotation zip-tie to thread through is very narrow. So, the zip tie must be pre-bent and pre-twisted, as pictured on the right, to fit the narrow gap.
The main frame kit comes with 2 different sizes of screw sets, Philips #1 and #0. If you receive the Philips #1 hardware, the screwdriver needed to fasten the main shaft cage is a 2mm slot driver instead of the official Philips #1 because Philips #1 screwdrivers with 1/8 inch shaft to go into the small bore holes is very rare in the market.
 The generic zip ties of 3mm width, such as the DWF branded product, can not replace the HyperTough 3mm wide zip tie even though they have the same nominal tensile strength of 18 lb. The generic zip tie simply breaks with a jerk of torque after the rotor spool-up and collective pitch suddenly change from negative to zero to positive, and the tail motor takes on countering the motor torque, all happening within a split of a second.
The generic zip ties of 3mm width, such as the DWF branded product, can not replace the HyperTough 3mm wide zip tie even though they have the same nominal tensile strength of 18 lb. The generic zip tie simply breaks with a jerk of torque after the rotor spool-up and collective pitch suddenly change from negative to zero to positive, and the tail motor takes on countering the motor torque, all happening within a split of a second.
A set of servo links includes 1 long steel rod and 2 short steel rods. The long rod, after cutting out the center, non-threaded area, has 2 short segments, each for 1 rear servo link. One of the original short rod is used for a DFC link. The second short link, unmodified is used as the front servo link. The extra ball socket pair from a second purchase of servo link set has 1 rod for another DFC link. The extra ball socket pair from the second purchase has 2 ball sockets for the 2 DFC links.
 The short rods are still too long for the DFC link and need trimming out 2mm with the rotary cutting wheel. Once trimmed, the DFC link and the ball socket join tightly, giving a uniform length. Before installing the DFC swash control rods, the original Blade 180CFX hub has 2 swash-driving arms that must be removed to make way for DFC links. It was discovered that this prototype assembly had very robust resilience for crashes, and this assembly's DFC link length, as shown in the picture on the right, is replicated in the production DFC link. So, the production rotor's articulation range characteristics are identical to the prototype's.
The short rods are still too long for the DFC link and need trimming out 2mm with the rotary cutting wheel. Once trimmed, the DFC link and the ball socket join tightly, giving a uniform length. Before installing the DFC swash control rods, the original Blade 180CFX hub has 2 swash-driving arms that must be removed to make way for DFC links. It was discovered that this prototype assembly had very robust resilience for crashes, and this assembly's DFC link length, as shown in the picture on the right, is replicated in the production DFC link. So, the production rotor's articulation range characteristics are identical to the prototype's.




 The generic zip ties of 3mm width, such as the DWF branded product, can not replace the HyperTough 3mm wide zip tie even though they have the same nominal tensile strength of 18 lb. The generic zip tie simply breaks with a jerk of torque after the rotor spool-up and collective pitch suddenly change from negative to zero to positive, and the tail motor takes on countering the motor torque, all happening within a split of a second.
The generic zip ties of 3mm width, such as the DWF branded product, can not replace the HyperTough 3mm wide zip tie even though they have the same nominal tensile strength of 18 lb. The generic zip tie simply breaks with a jerk of torque after the rotor spool-up and collective pitch suddenly change from negative to zero to positive, and the tail motor takes on countering the motor torque, all happening within a split of a second.A set of servo links includes 1 long steel rod and 2 short steel rods. The long rod, after cutting out the center, non-threaded area, has 2 short segments, each for 1 rear servo link. One of the original short rod is used for a DFC link. The second short link, unmodified is used as the front servo link. The extra ball socket pair from a second purchase of servo link set has 1 rod for another DFC link. The extra ball socket pair from the second purchase has 2 ball sockets for the 2 DFC links.

 The short rods are still too long for the DFC link and need trimming out 2mm with the rotary cutting wheel. Once trimmed, the DFC link and the ball socket join tightly, giving a uniform length. Before installing the DFC swash control rods, the original Blade 180CFX hub has 2 swash-driving arms that must be removed to make way for DFC links. It was discovered that this prototype assembly had very robust resilience for crashes, and this assembly's DFC link length, as shown in the picture on the right, is replicated in the production DFC link. So, the production rotor's articulation range characteristics are identical to the prototype's.
The short rods are still too long for the DFC link and need trimming out 2mm with the rotary cutting wheel. Once trimmed, the DFC link and the ball socket join tightly, giving a uniform length. Before installing the DFC swash control rods, the original Blade 180CFX hub has 2 swash-driving arms that must be removed to make way for DFC links. It was discovered that this prototype assembly had very robust resilience for crashes, and this assembly's DFC link length, as shown in the picture on the right, is replicated in the production DFC link. So, the production rotor's articulation range characteristics are identical to the prototype's. 



h The video on the right shows the F411 startup throttle reset to the lowest level, and servos travel down about 4.2mm=12mm*sin(83.0/4) to only a few millimeters above the base. This problem is unique to F411 software. It can not be fixed with the latest version, 4.2.11. Compared to substitute hardware, the software version 4.2.0 through 4.2.5 don't have the twitch in the other hardware. For this reason, our build uses Microheli Blade 230 shaft collar that is thin enough to avoid colliding with the swash.
The ESC setup for this prototype substitute is pictured on the right. The XT30 connector needs a half cut in between the poles for Kevlar string to tie it to the main frame, as pictured below.


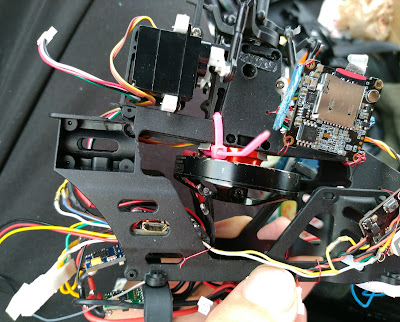
The overall build of prototype components:



The prototype 4004 motor can fit in both the prototype and production fuselage, as shown in the following pictures.


{kind=link}
{kind=link}
{kind=link}
Light-Weight BSR Frame For Fuel Economy
E-Flight BSR main frame is 23.2 grams and nominally saves 1.1 grams from the 230s frame. The following first 2 photos are of the same frame. Cleaning the frame reducing 0.6 grams (without erroneous trimming of the front battery bay stud) maximum should result in between 20.8g and 22.0g. The hardware screws weigh 1.1x10/9=1.2 grams. So the installation is between 20.8 +1.2=22g and 22+1.2=23.2g , worst case 23.2 grams.




When closing the main shaft cage, the screws go in from the left side of the craft(from the craft's first-person perspective) on the BSR main frame.
However, the E-Flight BSR anti-rotation bracket is 0.4 grams heavier than 230s' at 0.9 grams. So, the actual weight saving is 0.7 grams when the BSR frame is not further trimmed to save weight. One screw is not used because we use custom M1.7 long screws.




To compare the rear servo geometries, as shown in the picture above on the left, the servo fixture system is forward 1.2mm on the 230s frame. So, the BSR frame's servo setup has a more slanted servo rod toward swash. This can not be improved because we need to prevent servos from caving into the servo cage with a BSR frame, so we can't move the rear left servo forward 1.2mm, related to the cage geometry.
The servo tab location is marked in the picture above on the right and is 10mm behind the BSR frame's servo cage's upper front wall surface, as measured in the pictures below on the left. The placement of the 1.25mm bore holes is 10mm+2mm=12mm behind the upper front wall surface because the struts have a 4mm diameter and a 2mm radius. The counterpart of the 1.25mm half holes on the bottom plate is 12mm+1.4mm=13.4mm behind the lower front wall surface, as indicated in the picture below. The 1.4mm shift is due to the thickness of 4mm of the upper wall. The fixture hole diameter is 1.2mm. The extra thickness from the edge of the fixture hole to the wall's surface is (4mm-1.2mm)/2=1.4mm. The lower Wall's thickness is the same as the fixture hole diameter. The lower wall's surface is tangent to the fixture hole's edge, hence no extra thickness.


The servo fixture hole geometry, namely the width/height/depth of the BSR frames, is congruent to that of the 230s frames. The mentioned 13.4mm distance of the BSR frame is equivalent to having 14.6mm on the 230 frame from the wall to the fastener holes. This distance has a 14.6-13.4=1.2mm reduction in the BSR frame because the 230s frame moves the wall forward 1.2mm, which is the diameter of the servo fastener hole's diameter. In the 230 frame, the wall's inner surface is tangent to the hole; in the BSR frame, the wall is aligned to the hole axis. In either case of BSR or 230s, the axis-to-axis distance between the original fixture hole and the hole for custom struts is 14mm. The math is 13.4+0.6=14=14.6-0.6.

In the diagram here for the depth dimensions, the curious number 1.25mm of the fixture holes on the anti-rotation bracket are actually half-moon dents of 1.25 mm depth because the screw we use is 1.5mm in diameter, and the bracket's width is 6mm. So, the center of the 2 half moons is 0.5mm from the bracket's side edges. 0.5mm+(1.5mm/2)=0.5mm+0.75mm=1.25mm .
The 230s swashplate fits the 230s main frame unmodified. For the BSR frame, we need to trim the anti-rotation bar, first grind the top to form a flat surface. Use the cutting disk/wheel with the slowest rotary tool speed for this job. Then slice the 2 sides 45 degrees from the top to form a rough final shape.


Once the rough final shape is formed, draw a mental line vertical from the upper left corner down. The plastic material on the left side of the line needs to be preserved. Grind out the lower-right corner material to finalize the trim.


After the trimming, shorten the bar so it can escape the anti-rotation bracket in the event of a crash.
Unlike the 230s frame, the upper strut for the BSR frame should not be carved to prevent material warping. Instead, for the BSR frame, the anti-rotation bracket's groove needs to be carved, and our custom bracket sits on the flat surface of the anti-rotation bracket, as shown in the picture below on the left. This is because the BSR frame's servo cage ceiling is 1mm lower than the 230 frame's.


As pictured above on the right, the BSR frame's middle vent window is 1.5mm higher than the 230 frame's. So, the flight computer USB port doesn't need frame carving. The example in the picture needs only a slight scraping of the inner edge with a craft knife.
Prototype carbon fiber main shaft
When using prototype Blade 230s or BSR frame with the prototype 19mm thickness motor: This doesn't mean that the rotor mast will be lowered by 3.5mm and risking tail strikes by the main rotor. Remember that, in the extreme robotics build, we had shaft intrusion with the titanium shaft by 2.3mm with the prototype fuselage. Here with the carbon fiber shaft, we push the protrusion up and flush to the motor bottom plate, and our rotor mast is only lowered by 3.5mm-2.3mm=1.2mm. So practically, there is no risk of a tail strike or noticeable change of mechanical dynamics.
Electronics Bay Flight Computer
This is a substitute mounting for the flight computer for the acrylic base plate of the production build. It can save 0.9 grams.
The bus plug edge is flush to the edge of the electronic bay floor. The clear mounting tapes are 12x7mm, with 4 pieces on the front and 1 piece on the array of pins. The 7mm-wide USB socket protrusion will be our guide to fit the flight computer into a temporary soft jig. The soft jig is made with foam mounting squares, as pictured below. Also, in the inside picture of the jig, you can see that the electronic bay floor has only a 2mm strip overlapping on the front of the flight computer board. So, the 4 pieces of clear mounting tapes need to be staggered with 1mm protrusion per layer.
However, the vent window needs to have the USB socket carved out. When you look at the jig from the outside, the oblong carving overlaps our soft jig by 1.5mm to tolerate errors during mounting. And the diameter of the oblong carving is 7+1.5*2=10mm. The carving uses a 1/16 or 1.5mm inch milling bit with our rotor tool. And the carving will destroy our soft jig.
  |   |
Once the oblong hole is carved and the soft jig destroyed, set up the jig the second time with 3 layers of foam on the opposite side of the USB socket to finally install the flight computer.


